Business-focused maintenance
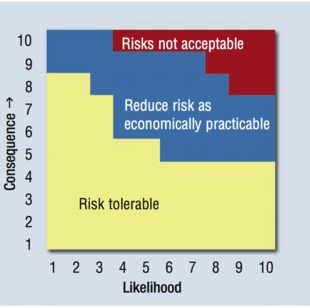
Fig. 1: Simply maintaining physical assets to keep them in good condition is unlikely to be the most effective strategy. Assessing the risk and consequences of failure provides a better basis for formulating a maintenance strategy.
Maintenance should be geared towards keeping a business or operation running, which is not the same as caring for assets and preventing failure. PADDY HASTINGS explains the issues.Traditionally, maintenance has been based on preserving physical assets using failure prevention and asset care, which may conflict with business requirements. This has usually used preventive-maintenance schedules that contain generic tasks and frequencies, which may lead to ineffective maintenance by either inadequate or unnecessary work. The purpose of maintenance should be to ensure that the service levels required by the business of an organisation are sustained. Schedules should be customised to take account of the diversity of plant and their operational circumstances.
Prioritised The consequence of a failure is about how it affects the business. Some failures can cause more damage than others; some failures have longer-term consequences. Prevention needs to be prioritised so that those failures that may cause the most damage will be addressed in preference to others. If the consequence of a failure will have a significant impact on the business function and the likelihood of it happening is high, the organisation is at a high risk. Considerable effort must be made to avoid, eliminate or minimise such a consequence. If, on the other hand, the consequence of failure is not significant, it is not worth carrying out preventive maintenance beyond basic housekeeping measures such as cleaning and lubrication. The consequence of failure of a plant item also depends on how it is operated. For example, where there is redundant equipment, the consequence of failure of the duty item can be small since the standby equipment can be used. However, should the standby equipment also fail, the consequence can be serious. BSRIA recommends a business-focused maintenance (BFM) approach to achieve a level of maintenance that matches the strategic service level requirements. It is not the same as maintaining a physical asset to keep it in good condition, as the level of service may not depend on the operational capabilities of the asset. The consequence of failure of the asset may even be acceptable under certain circumstances. The emphasis of BFM is on functional outputs and the consequences of failure rather than maintaining assets in good condition.
Key questions The BFM strategy uses key questions which should be answered when developing a preventive maintenance regime. • What equipment is critical to business operation to warrant maintenance? • What are the common causes of equipment failure? • Are the causes detectable? • Could maintenance prevent the causes from occurring? • How should equipment be maintained? • What is the frequency of maintenance? • Where should it be maintained? • Who should maintain it? • How can the maintenance be cost-effective? The ‘Management of failure risk’ chart (Fig, 1) helps identify the level of consequence or likelihood of failure that can be accepted. Note that the shape of each area of the curve will change according to what risks are acceptable to an organisation.
Rank risk In the absence of good reliability data, it is sensible to rank the risk of a failure depending on local conditions. The following list indicates common conditions that can aggravate conditions leading to a failure. • The level of engineering; over-engineered plant is less likely to fail than that which is operating near limits. • The quality of design, fabrication, installation, and commissioning. • Abuse, age, wear and tear. • Inappropriate maintenance. • Improper operation. • Operating hours — e.g. eight hours a week or 168 hours a week. • Internal and external environment. • Plant loading; plant may experience different loads, with some being lightly loaded and others may be operating at full load for most of the time. The more often tests and inspections (condition-monitoring tasks) are carried out the more likely it is that the failure conditions will be detected before any harm is done. However, there will be cost and operational implications in doing so. It is necessary to achieve a balance between the risk of a failure and the implications of more condition monitoring. Scheduled restoration tasks are only feasible if the failure mechanism is related to the age or other similar operational parameters, such as hours of operation. Contrary to popular belief, research has shown that most plant items do not wear out (although components such as seals, pump impellors, lamps, valve seats do) but, rather, are subject to either random failures throughout their life or fail as a consequence of infant mortality — i.e. they fail during the first few hours or weeks of life.
Recover A correct maintenance regime will help to avoid, minimise or prevent some failures, but is quite unlikely to completely stop them. The reasons vary from randomness of failures to changing conditions that can aggravate failures. A part of risk management, therefore, is to take appropriate steps to manage and recover from failure conditions if they occur. This will reduce the level of risk associated with a failure if it occurs.
Paddy Hastings is team leader of fm engineering at BSRIA, Old Bracknell Lane West, Bracknell, Berks RG12 7AH. BSRIA has published the Business-Focused Maintenance Toolkit (BG 7/2004) providing a program and supporting guidance to prepare your own BFM regime. It is available from the BSRIA Bookshop: Tel: +44 (0) 1344 465600 E-mail: bookshop@bsria.co.uk
Related links:







