


Optimising pump systems for improved energy efficiency

Given the global rise in energy costs, there has never been a better time to review and assess the efficiency of your pumping systems – whatever their size, complexity or indeed sphere of operation.
Pump systems account for 20% of the worlds electrical energy demand and between 25% - 50% of the electrical energy usage in certain applications. Pumps are the single largest user of electricity within industry across the European continent, consuming over 300 TWhpa of electricity, which in turn accounts for over 65 Mton of CO₂ emissions.
It is also well documented that rotodynamic pumps which account for 80% of the installed base are between 20-30% oversized. There is therefore a major potential to save energy if rotodynamic pumps are properly sized and operated.
Where to start - assess the potential for savings
Understand your pumping system: To identify if a pumping system is sized correctly make the following checks;
• Are you wasting liquid flow?
• Are you creating additional pressure?
• What is the monitoring & controls philosophy?
• Are there any oversized pumps installed for your required duty?
• Are there any significantly old pumps employed in the system?
• Is there excessive noise in the system?
• Are there any throttling valves installed in the system?
• Have you the correct size of pipework installed?
• Inadequate maintenance lowers pump system efficiency, so what maintenance procedures are in place?
• Are you adopting a proactive equipment replacement programme to current EU legislation?
System Design - making the right choices
The vast majority of pump systems operating today were not originally designed with energy conservation as a major consideration. If pump systems are initially designed on an energy efficient basis and pumps are correctly applied and sized the energy savings will often be in excess of 50%.
To design an energy efficient pump system all the following criteria should be considered:
• Basic plant layout
• Pipe size, configuration, and restrictions to limited pipework losses
• Information on the liquid, (viscosity, density, aggressiveness, temperature)
• System characteristics and pump selection
• Pump/System control
• Avoid oversizing of the pump units
• Selecting the most energy efficient pumps at the best efficient point
• Fitting VSD’s to match the system design & demand
Low energy costs are a direct result of knowing what is the minimum flow and pressure that the system requires to operate successfully (system demand) and then selecting the correct sized pump and matching it to the system.
When selecting a pump, it is important to determine the required flow and pressure to be generated by the pump. The flow may be determined by a process requirement, by the heating or cooling required in the system or by the peak water demand for utilities. The pressure required may be to elevate the liquid within the system or to overcome the pressure losses in the system created as liquid passes through it.
It is important to know as much about the pump system as possible and to create a pressure/flow profile for the system. The energy required to drive the pump is directly related to the flow and pressure required. To generate high pressures generally leads to designs that may be inefficient and therefore it is important that neither the flow nor the pressure is over specified.
Pump Control
It is now readily accepted that significant energy savings have already been made by using variable speed drives and high efficiency motors. Generally, VSDs are used to continually adjust the speed of the pump to the demand.
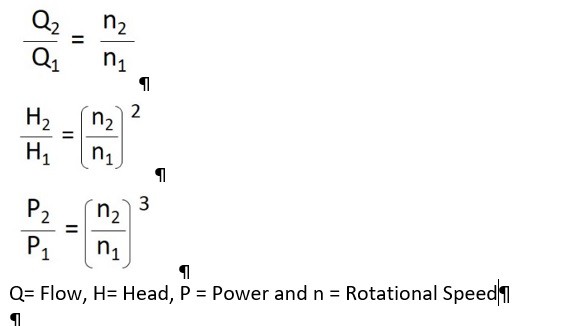
The savings can be determined by the affinity laws (See image 2, where Q= Flow, H= Head, P = Power and n = Rotational Speed)
When building a new pumping system, most pumps are selected with a "safety factor" in play to satisfy potential future uprates or to allow for wear in the pump or fouling of the system. Often there are many different parties involved in specifying and building a system and the safety factor can grow exponentially. This results in the pump delivering much higher flows than required. There may also be the need to vary the flow due to process conditions or varying heating and cooling needs within buildings.
Traditionally, throttling is used to regulate flow in a pumping system. While throttling reduces the flow, the motor is still running at full speed and works even harder as it has to work against a restriction. By reducing the speed of the motor, the variable speed drive ensures no more energy than necessary is used to achieve the required flow. A centrifugal pump running at half speed consumes only one-eighth of the energy compared to one running at full speed. Using an electrical VSD is the simplest and most economical way of controlling the pump and matching it to the pump system.
When specifying a new pump, ask for a high efficiency motor to be fitted. If you are replacing or rewinding a motor, then evaluate the cost of fitting a high efficiency motor remembering to factor in the running savings which will pay back any increase in cost.
Energy Audits
Invest in conducting an energy audit. Review your utility bills and understand the energy you are using. Carry out an audit if:
• Your energy bills are high
• You have continuously operating pumps
• You have many pumps in the system
• You have processes with varying flows
• You have throttled pumps
• You have pumps that are on bypass
• You have noisy valves or pipework
• You have critical systems which have been subject to breakdowns
The purpose of an energy audit is to reduce operating costs by reducing energy consumption and the government has estimated that most companies can reduce their energy consumption by 10% to 20%. Energy audits carried out in accordance with ISO 14414 have shown that savings from 30 to 50% are not unusual. When deciding whether or not to carry out an energy audit a good starting point is to assume that you will save at least 10% of your current energy consumption. By reviewing utility bills, you can get an indication of the savings to be made and the investment that you should be prepared to put into the auditing process.
Across most industrial and commercial sites, some two-thirds of the total energy consumption is used to power electric motors. Furthermore, the overall cost associated with operating these essential pieces of equipment throughout their entire life span can be broken down as follows; 5% accounts for the initial purchase/installation costs, 10% for ongoing maintenance and a massive 85% for the energy used to run them.
Clearly, any reduction in the energy consumed by electric motors is important, and with modern designs that reduction can be as much as 30%. It is also evident that many pumps and motors are constantly operated at full power, irrespective of process needs, and so across Europe’s installed base there is the potential for significant energy savings; savings which can in turn drop to the bottom line and increase the profitability of any business.
BPMA involvement
Given the amount of energy consumed by pumps through their normal operation, and the potential for energy efficiency gains within pump systems, the BPMA has worked to develop a Certified Pump System Auditor Scheme (CPSA).
Through the CPSA, pump engineers are being trained to correctly assess the efficiency of pump systems, and to provide appropriate recommendations in order to improve the efficiency of those systems. The CPSA accreditation is achieved by successfully completing a four-day residential course, followed by the satisfactory completion of a pump system audit. Only then can ‘Certified Pump System Auditor’ status be achieved.
Within the Energy Saving Opportunities Scheme (ESOS) Guidance document, the ISO/14414-Pump System Energy Assessment standard is referenced as an auditing methodology that can be accepted by "Lead Assessors" approved by the Environment Agency. Accordingly, it is hoped that CPSA accredited persons (who are trained to the IS0 14414 standard) will be recommended by Lead Assessors to undertake the pumping system elements of company-wide energy audits.
Gary Wilde is Technical Services Manager at the British Pump Manufacturers Association (BPMA)



