Commissioning for economic and trouble-free pumping
The performance and operating costs of pumps throughout their lift is dramatically affected by how well systems are commissioned. Roy Henderson shares his views on how to achieve effective commissioning.Pump commissioning is designed to provide the building owner/operator with the product that they have paid for. It is easily the most critical component of a pump’s operation, as it impacts directly on the value that the pump delivers over its entire life.
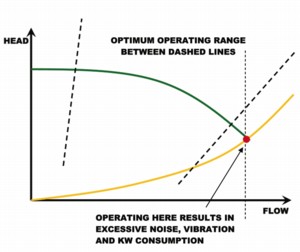 |
Fig. 1: Operating a pump to deliver too much flow results in excessive noise, vibration and power consumption. |
Proper pump commissioning is required for several reasons. • Minimise the life cycle energy costs of the pumps.
• Minimise the life-cycle maintenance costs of the pumps.
• Demonstrate that the provided equipment is fit for purpose and fully covered under manufacturer’s warranty.
• Set the pump to the requested flow rate.
• Reduce the risk of noise and vibration problems with the pumps.
• Reduce the risk of pump damage, particularly mechanical seals failing during flushing.
Energy costs It is surprising how few pumps are commissioned to kW draw in spite of the fact that the operating energy costs of the pump greatly overshadow the capital costs of the pump. Pumps should always be commissioned to minimise the power draw to ensure Part L compliance and reduce operating costs. A pump is designed to operate at the intersection of the pumping system curve with the pump hydraulic curve, and it will naturally operate at that intersection. As most systems are over designed and the equipment purchased will not necessarily be the design equipment, it is always best to allow the pump to operate at the lowest power draw while meeting the system demand requirement. Control methods involve the use of trimmed impellers to match actual operating conditions, use of triple-duty throttling valves, use of commissioning valves, and use of variable speed controls.
 |
Triple-duty valves such as Armstrong’s FloTrex valve incorporates a shut off feature, flow regulation and non return valve. |
Maintenance costs A pump that has been commissioned properly will have lower life-cycle costs, as many root causes of equipment failure can be cured during the first 24 hours of its operating life. The secret to extending the life of a pump is to run it at optimum conditions for its entire life and avoid damaging conditions during commissioning. Damaging conditions on commissioning are usually the result of the pump operating too far to the right of its best efficiency point (Fig. 1), resulting in excessive vibration which damages mechanical seals and motor bearings. This condition occurs as most systems are over designed and safety factors are added to the consultant’s design so that the actual resistance (pressure) the pump sees is usually less than the design pressure. This problem is compounded further if a pump with an over-sized impeller (not trimmed to conditions) is supplied. Such damage can be avoided by using a triple-duty valve to apply resistance on commissioning to ensure the pump stays on its optimum curve or by starting the pump at a lower speed. In both cases the initial operating point is controlled, and the pump is then brought up to its operating point by opening the triple-duty valve or speeding up the variable-speed drive.
Fit for purpose While demonstrating fitness for purpose enables the contractor to turn the pumps over to the owner/operator, it does little to benefit the company which eventually pays for energy and maintenance — unless care is also taken to demonstrate that the pump is operating at the lowest power draw in a stable operating mode.
Flow rate Many pumps are actually commissioned to set the flow rate to that requested instead of proper power draw. This is often to compensate for the inability of various manufacturers to trim impellers to satisfy the required flow conditions. It is now recommended in CIBSE Guide F Energy Efficiency in Buildings 8.5 to select a pump with the appropriate impeller diameter for the actual duty, as over-sizing impellers increases running costs.
Noise and vibration The first couple of hours of a pump’s operating life will determine the noise and vibration levels it will experience throughout its entire operating life. A number of techniques can be used to minimise vibration, including the use of suction guides, triple-duty valves, commissioning procedures, dynamically balanced impellers, and installation techniques.
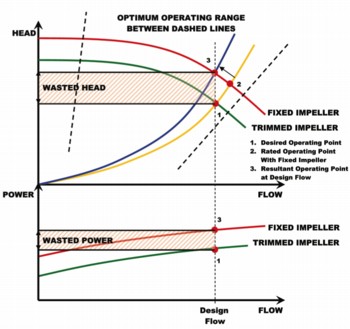 |
By matching the actual operating point with the desired operating point, trimmed impellers significantly reduce power consumption. |
Suction guides reduce vibration by creating a smooth flow pattern into the pump suction area due to their shape and the incorporation of flow directional vanes. This is particularly important in double-suction pumps as equal smooth flow into the dual volute is critical to allow the pump to naturally minimise thrust produced. Triple-duty valves are used to set the pump at its optimum operating condition and to control vibration during commissioning. As discussed above, a proper commissioning procedure will minimise potential for vibration which would otherwise be caused by the pump running at end of curve by using of triple-duty valves and/or inverter drives. A dynamically balanced impeller is a core component in reducing vibration, as the impeller is the root source of mechanical vibration. Preventing its inception is key to controlling it. Various installation techniques can be used to reduce noise and vibration, the most common one being the use of vertical pumps that do not require inertia bases or flexible connectors. Pumps vibrate less when they are free floating in the piping. Some pump designs do not have the strength in their nozzles to take the weight of the piping and therefore require inertia pads and flexible connectors to operate, increasing the risk of vibration at the pump. Other installation techniques involve the use of suction guides and triple-duty valves for smoother hydraulic performance and the use of spring hangers or straight hangers in a concrete plinth to suspend pumps in a free-floating state.
Damage Pump damage during commissioning is usually due to improper flushing techniques or of dirt in the water. The common failure point during commissioning is the mechanical seal, but bearing and motor damage can also occur — particularly if the pump is allowed to operate at end of its curve. Most damage can be avoided by carefully controlling and supervising the flushing stage and using temporary pumps for flushing. However, if it is necessary to use the primary pumps for flushing, a few key principles will help minimise the chance of damage. It is important to realise that the flushing contractor and the pump operators have different purposes as it is best for the flush contractor to run the pump at the highest and most turbulent flow rate possible to ensure the best flushing, so the pump is run as far to the right of its curve as possible, frequently at the end of the curve. This creates excessive vibration and directly contributes to failure of the mechanical seal and pump and motor bearings. Damage can be prevented by using triple-duty or commissioning valves and/or by the use of limiting the power draw using inverter speed control to keep the pump away from end-of-curve operation. Dirt in the water also causes failure of mechanical seals during commissioning. The risk of damage can be minimised using a temporary start-up strainer in the suction line or in a suction guiding device.
 |
Above: This Armstrong 4300 Series vertical inline pump is fitted with suction guide and FloTrex valve and installed suspended in pipework for lower vibration and noise.
Left: Suction guides with removable fine-mesh start-up strainer help prevent damage to mechanical seals and instruments during flushing and commissioning. |
In summary, whilst much can be done during design and specification to ensure that the optimum pump and system design have been selected for the application, the importance of commissioning cannot be underestimated. The key aspects of the pump’s performance throughout more than a decade of useful life, from energy consumption to long-term reliability, can hinge upon the few hours or days spent commissioning the system.
Roy Henderson is sales director with Armstrong.
Related links:






