Hospital project benefits from prefabrication techniques
Without close teamwork and the extensive use of prefabricated services modules, 10 weeks would have been added to the installation time for a new hospital in Coventry and nearly 20% to services installation costs.Building-services modules, pre-fabricated off site by MEP Solutions at its specialist works in Ashington, Northumberland, plus unusually close teamwork have contributed significantly to keeping Phase 8 of the new Walsgrave (Coventry) hospital project ahead of schedule and well within its building-services installation budget.
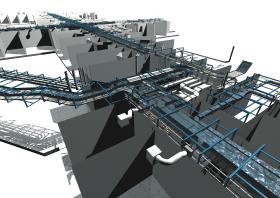
Fully dimensioned Working with data converted direct from a 3-dimensional model of the building and its services produced by Fulcro Services Ltd, MEP used its advanced in-house developed software to produce fully dimensioned manufacturing and installation drawings plus bills of materials etc., in about 20% of the time previously required. The Fulcro model was also forwarded simultaneously to the ductwork contractor, Isotemp, enabling it to manufacture fully co-ordinated ductwork within MEP’s factory at the same time. This enabled the first 20 modules, complete with all necessary pipework and fittings, valves, containment, insulation and even supply and extract ductwork to be delivered to site in just two weeks from inception. Phase 8 — a 130 bed severe mental-health unit — of the £335 million PFI project for the new acute hospital, is officially scheduled to be handed over in September of this year. Design and construction of the overall project, due for completion in 2006, is the responsibility of the Skanska Integrated Projects (SIP) division of Skanska Con UK Ltd, Maple Cross, in association with building services consultants, Troup, Bywaters & Anders. Work on the foundations for the mental health unit commenced last July . From the start it was clear that imaginative and radical decisions would be required to ensure that the 13-month contract would be finished on time. SIP project manager, Andy Mitchell and his trade contractors, however, quickly established a programme that was both innovative and fast track and, as a result of carefully co-ordinated teamwork, proved to be workable.
Off-site pre-fabrication Key to the success of the programme was the decision to adopt off site pre-fabrication of the building services and to install them in unison with the structural building work itself. The likely end result is an estimated 15% saving in services installation costs and a 10-week reduction in installation time. The mental health unit is a predominantly single-storey building with about 50% rising to second-storey level, plus plant rooms and ancillary rooms at third-storey level. Patient areas are constructed in the main of pre-stressed concrete walls with plasterboard ceilings without access panels. Each bedroom has a riser attached, with all services isolated outside the bedroom and recoverable via a central point. Chilled water and LPHW are supplied via a single 250 kW capacity chiller and two 680 kW boilers, plus a 250 kW boiler dedicated to summer use. In general, a natural-ventilation philosophy has been adopted throughout, although chilled water is supplied to high-load areas and those more than 6 m from openable windows. In addition, 40 secure intensive care rooms are also supplied with chilled water to maintain summer temperatures at no more than 26°C for more than 2.5% of any calendar year. Tempered air is distributed via low-pressure ductwork and 4-way diffusers, although a VAV system serves the 100-seat lecture theatre and seminar rooms at the centre of the building.
Concrete sections Operations began with the production by co-ordinated building-services designers, Fulcro Services, of the 3-dimensional model of the building from architectural and structural CAD data and the consultants’ services drawings. Construction of the mental health unit is based primarily on pre-cast, pre-stressed concrete sections, finished off site and delivered complete with pre determined services distribution holes already in place. Fulcro’s model eventually included almost a thousand such sections, each referenced from live manufacturing data. Several factors needed close consideration as the services were being worked up, such as a 25 mm difference in screed depth to compensate for the pre-loading of the structure plus the 75 mm fire cladding around the beams. Nevertheless, within five weeks all 24 electrical cupboards had been detailed, complete with incoming services and dimensioned distribution panels. Shortly after, pre-fabrication contractor, MEP Solutions commenced the conversion of Fulcro’s model into its own detailed and dimensioned production drawings. At this point the contract was just 10 weeks into its production schedule.
Modules The first MEP Solutions modules arrived on site on 27 November, complete with pre insulated, pre tested heating and DHCW services pipes, electrical containment, trays, trunking and racking plus the ductwork for connection to the project’s pressurised air supply and extract system. The critical path adopted for the ductwork programme is further evidence of close teamwork on the part of the project team. For example, the reasoning that it would be easier and quicker for Isotemp to install ductwork directly onto the services modules at work bench level within MEP’s factory during rack manufacturing, rather than at ceiling level on site in winter, also contributed to savings in installation time and costs. Throughout the rack manufacturing stage, an Isotemp ductwork supervisor and labour installed ductwork at the MEP plant at the same time as MEP’s own workforce installed the pipework and containment. Further time was also saved since ductwork could be ‘bagged off’ and delivered to site within the racks, in pristine condition and without the need for subsequent cleaning. Each co-ordinated services module measures (typically) some 6 m long, 2 m wide and 600 mm deep and weighs in the region of 300 kg. Carbon steel and stainless steel Mapress tube and pressfittings, insulated with phenolic foam, services identified and colour coded by MEP Solutions during pre fabrication, are used for the heating and chilled water mains, with Mapress copper tube and pressfittings on the DHCW circuits. The programme called for all modules to be completed and on site by the end of April.
Strategic thinking Outlining the strategic thinking behind his approach at Walsgrave, project manager, Andy Mitchell comments: ‘As soon as the ceiling void depth of 800 mm plus modularised services had been established, work commenced on the 3D model of the primary distribution circuits. ‘I have to say that my engineering team was initially somewhat sceptical about this approach, which had probably not previously been applied in such a fully co-ordinated manner. As a starter, therefore, we built a mock up of the first corridor section of modularised racking, and, happily, as soon as it was installed on site all the earlier scepticism evaporated. ‘Nevertheless, when the first project modules proper arrived it became clear that our calculations concerning their integration into the building structure were a little out. The reason was straightforward enough. The mechanical and electrical design from Fulcro and MEP’s manufacturing process produced modules to much tighter tolerances than those of the building structure used for the 3D model. This caused a few initial problems such as aligning the drainage pop-ups etc., which were soon rectified by the builder trade contractors matching the module tolerances. ‘These and other minor “glitches” were quickly overcome by simply changing our “rules of engagement” concerning the co-ordination of drawings and builders work ,and I can honestly say that the final result on the latter stages of the development is close to being flawless. The beauty of the route we took is that it ruled out any delays caused by trade contractors having to wait for one other to complete their work programme — in my opinion, an example of teamwork at its very best. In effect, it meant that once primary distribution circuits and containment were in place, secondary distribution could be instigated almost immediately. ‘Our impression of the Mapress system is also positive, particularly since this is the first phase of the project on which it has been adopted to date. Although a little more expensive up front, the cost-effective attitude adopted by our CAD engineers, Fulcro, regarding the use of fittings more than compensated. The system of lends itself, of course, perfectly to modularised services and keeps labour costs at a minimum since the modules are built off site. Furthermore, the system was air tested at our works, and since the fittings and jointing system are rated at 16 bar, we are confident of its ability to function safely at the required working pressure. ‘There are three stages of commissioning, starting in mid April and finishing in mid August. We are actually working towards completion in mid August — ahead of the September scheduled date.’
MEP Solutions is at Blythe Valley Business Park, Birmingham B90 8AG.
Related articles: