


The Long Goodbye to Chemical Water Treatment in Closed Loop Networks
Eschewing chemical additives in closed loop water treatment for a more environmentally friendly and cost-effective alternative has long been accepted on the continent. Now, with the recognition of VDI2035 in CIBSE’s revised Code of Practice on Heat Networks (CP1 (2020)), it would seem the UK is finally catching up.
The Association of German Engineers (Verein Deutscher Ingenieure) or VDI, are the 150 000 member German equivalent of CIBSE. VDI2035 part 1 & 2, which have now been combined, is the VDI’s document for “Prevention of Damage in Water Heating Installations”. This document explains how corrosion can be prevented in closed loop systems without the use of chemical inhibitors or biocides.
Whilst it’s not being heavily policed in the UK many of the major HVAC manufacturer’s manuals mention VDI2035 and its inclusion in EN12828 is the most significant change to the EU standard. For a deeper delve we talk with some of the proponents of electro chemistry and discuss the challenges and strengths that it brings to the UK market.
David was an early adopter prior to opening their UK branch office. As the founding director of Geminox UK, a specialist provider of communal and district heating solutions, David had been using the system since 2004 to protect new aluminium boilers and to clean through existing corrosion and bacteria issues on adopted networks. He recognises the “leap of faith” and readily admits that after sleepless nights following the first install, he added chemicals back to the system only to witness them being successfully stripping them out. So, what changed his mind?
“Once we applied it to other networks where there had been major issues you could see the physical improvements with your own eyes. Complaints drop off and the test results show all levels improving. At this point even the most hardened sceptics are won over and we have never failed to clean through a system yet”.
As the innovators in electro chemical water treatment, they now have over 60 000 global installs. Recent clients in the UK include Stoke on Trent City Council’s newest district heating network, CBRE, Savills, Broadgate Estates and most recently a datacentre for a major high street bank, so the good and great are starting to use the approach.
How does it work?
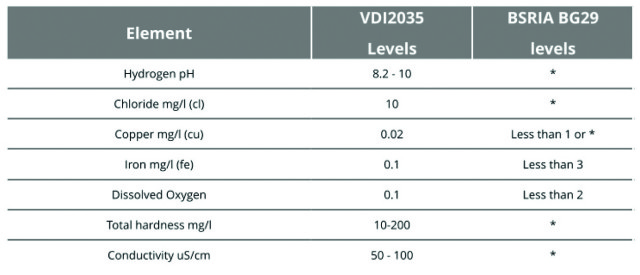
So how does electro chemistry work and what are the principles of VDI2035. VDI2035 recognises the contributing elements to corrosion in closed loop hydronic systems and states that controlling these to strict levels creates an environment hostile to both corrosion and bacteria. The table below shows these elements and levels necessary to achieve the criteria set out in VDI2035 and compares it to the guidelines recommended by BSRIA in BG29. (See image 1)
Whilst the above indicates some flexibility for water treatment companies who follow the BSRIA guidelines, VDI fixes where it needs to be as a final point. In doing so it removes the ambiguity and confusion that happens with water treatment reports and is much easier for the operators and asset owners to understand. VDI2035 completely eschews the use of chemicals and raw water in the system in favour of filling with and then topping up with demineralised water.
According to David, the very first action is to engineer the water to a non-corrosive state and this can happen in as little as the first 48 hours. Once the system is in a non-corrosive state the unit will then start to clean through the resultant damage and debris caused by the previous poor water quality.
This will result in the water quality moving to and achieving the correct VDI targets with dissolved oxygen, pH and conductivity as the key focus as once these levels are achieved all other levels will have achieved VDI2035. To achieve this VDI2035 promotes the use of demineralised water and in part, electrochemical water treatment to deliver this controlled environment.
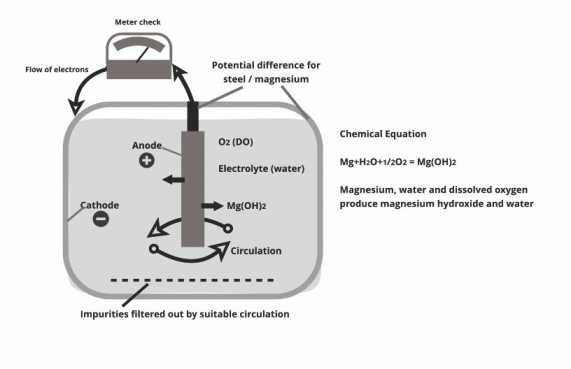
Electrochemistry utilises the galvanic anode cathode principles using sacrificial magnesium anodes. As water passes through the unit at a controlled flow rate the magnesium anode burns through the dissolved oxygen. Once there is no more dissolved oxygen the anodes return to a dormant state ready for when raw fill water or oxygen enters the system. The science behind this process is simple o’level chemistry as in the diagram below. (See image 2)
This chemical reaction releases magnesium hydroxide which circulates through the system fixing the alkalinity to a controlled pH of between 8.2 and 10. In addition to pushing up the pH the magnesium hydroxide agitates the sludge, slurry and fixed debris caused by the corrosion and puts this into suspension. The system flow deposits the waste into the reservoir in the bottom of the unit where it is then blown down. The external magnetic filter removes magnetite, iron oxides and other entrained ferromagnetic material which can clog up circuits and cause corrosion. When the magnet is retracted these particles join the rest of the system debris ready for removal.
This gradual cleaning of the system controls the conductivity to >100uS/cm and replaces the debris and chemical filled water with a high-grade demineralised water. The belts and braces approach of the system is completed with the Purotap which sits in line with the pressurisation unit. The raw top up water is pushed through a high grade de-ionising resin bed ensures the water is demineralised to zero conductivity and a minimum pH of 8.2. The cations (e.g., Na+, Ca++, Al+++) and the anions (e.g., Cl-, NO3-, SO4--) in the untreated water are replaced with a cation (H+) and an anion (OH-) on the resin. With the dissolved salts and minerals removed the surplus of anions (OH-) remove the dissolved carbon dioxide, which in turn controls the pH of the treated water.
For pre-commissioning cleaning using VDI2035 the system is first filled with demineralised water and is then vented to remove all air. High velocity flushing is used with a suitable side stream filtration device to clean through the builder’s debris in the system all without dumping any water to drain. The water can be further “polished” by passing the system water through a mobile Purotap device which just ensures the water has a final clean and is the best quality at hand over.
The simplicity of its operation requires able rather than technical individuals to complete the simple PPMs. Another advantage is that by removing chemicals from the system you create a safer and more sustainable working environment.
David Whitfield is MD of Eysator UK



