


Flakt Woods uses thermal wheels to improve efficiency of chilled beams
The energy required by over 2300 chilled beams in the Peninsula Central office development in London has been substantially reduced using an air-handling unit developed by Flakt Woods that uses two thermal wheels. The concept uses about 50% less energy on the cooling coil for primary air to the active chilled beams and does not require a reheater battery during the summer.
Flakt Woods is supply over 2300 chilled beams, air-handling units, VAV boxes and displacement ventilation for this project, which is part of Terry Farrell’s master plan for the Greenwich Peninsula.
The first two office buildings are linked by a central pedestrian route. Transport for London has pre-let one of these buildings and will move in later this year. The second building, comprising 10 600 m2 will be ready for occupation at the end of this year.
Chilled beam systems offer exceptional comfort and indoor air quality (IAQ). However, to avoid condensation on cold surfaces, the dewpoint temperature of the air needs to be controlled at a level below that of the cold surface in question. The dewpoint temperature of outdoor air in the summer can often be well above the surface temperature of the coil in a chilled beam. This means that moisture must be removed before the air is supplied to the room. The traditional method is to use a cooling coil to condense the water, followed by a re-heater to warm the air to a suitable supply-air temperature. This method demands a large cooling plant and is costly to run.
Mike Beeton, chilled-beams product manager with Flakt, explains, ‘Using our knowledge of twin-wheel technology and active chilled beam systems, engineers have created a more efficient method of providing dehumidification to the primary fresh air in order to avoid problems with condensation.’
Prior to the installation at Peninsula Central, the M&E consultant, Hilson Moran, and M&E contractor, Skanska, visited the Flakt Woods facilities at in Jönköping in Sweden, where they witnessed a successful purpose-built mock-up of the system simulating both summer and winter conditions.
The system uses two thermal wheels (rotary heat exchangers).
In summer, heat in the supply air is absorbed by an aluminium rotor and transferred to exhaust. The process is reversed in winter. Rotary heat exchangers are used when the supply- and exhaust-air ducts converge at one point. Low velocities through the rotor can ensure optimum heat exchange efficiencies, typically 70 to 85%, and pressure loss of 60 Pa. What’s more, owing to the reheat wheel, a separate re-heater is no longer required. This is ideal for a chilled-beam installation that avoids any moisture problems.
In winter operation, the benefits are substantial as well. Not only are high levels of heat recovery achieved, but most of the humidification load is supplied by the hygroscopic wheel — further reducing energy demand.
The operation of the system in summer is shown in the diagram.
Supply air first passes through the total-recovery or hygroscopic wheel, which has a porous surface and can transfer moisture as well as heat. If the humidity of the extract air is lower than the outdoor air then moisture will be removed, and the air will be both cooled and dried at the same time. This has a significant effect on the cooling power required of the chiller; typically, the cooling power can be halved.
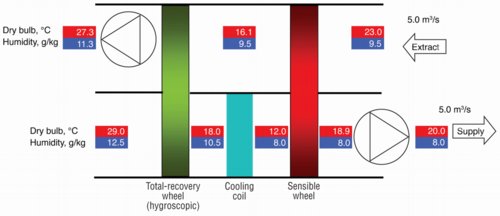
The supply air may then be further cooled by a coil to remove more moisture.
The twin-wheel system has a total-recovery wheel as mentioned above and a second thermal wheel to reheat the supply air to the required temperature. This reheating effect in the second wheel causes a cooling effect on the extract air, which improves the cooling recovery in the hygroscopic wheel.
The twin-wheel system is best controlled by a stand-alone control unit, which ensures proper operation and needs a minimum of input from the main AHU controller.
The diagram shows supply and extract air flows of 5 m3/s. The outdoor air is at 29°C and 50% RH (12.5 g/kg absolute humidity). The supply air is required to be at 20°C with an absolute humidity of 8 g/kg.
The design exhaust-air condition is 23°C with 9.5 g/kg absolute humidity. The total cooling demand is 184.4 kW with a reheat demand of 56.5 kW.
The supply air first passes through the hygroscopic (green) wheel, which achieves 100 kW of cooling, leaving 84.4 kW for the cooling coil. The reheat demand for the supply air is met by the second thermal wheel (red) and the supply fan.
Mike Beeton concludes, ‘In practice, with today’s emphasis on energy recovery, most systems
will include some method of heat recovery. Nevertheless, this system shows a marked efficiency improvement in the summer cycle and is better in the winter cycle than most systems with some form of heat recovery.’



